 Home
HomeA913 High-Strength Steel
Leaders in A913 High-Strength Steel for Over 30 Years
ArcelorMittal first introduced high-strength, low alloy steel sections to the world market in 1990 under the brand name HISTAR. In 1993 it was codified by ASTM under the A913 specification.
Today, we produce A913 steel in Grades 50, 65, 70, and 80 for projects in the United States, Canada, and Mexico. The increased strength and weldability of A913 steel contributes to significant savings in weight, cost, and embodied carbon. A913 stands out as a superior option for designers seeking advantages, making it a compelling choice for modern construction projects.
For a full list of our A913 shape and grade availability, visit our Products and Size Range page.

Explore A913 High-Strength Steel
| Grade | A992 | A913 Gr 50 | A913 Gr 65 | A913 Gr 70 | A913 Gr 80 |
|---|---|---|---|---|---|
| Yield Strength, ksi [Mpa] | 50 [345] | 50 [345] | 65 [450] | 70 [485] | 80 [550] |
| Tensile Strength, ksi [Mpa] | 65 [450] | 65 [450] | 80 [550] | 90 [620] | 95 [655] |
| Max Yield Strength, ksi [Mpa] | 65 [450] | 65 [450]* | None | None | None |
| Max Yield to Tensile Ratio | 0.85 | 0.85* | None | None | None |
| Elongation, 8 in. [200mm] | 18% | 18% | 15% | 14% | 13% |
| Elongation, 2 in. [50mm] | 21% | 21% | 17% | 16% | 15% |
*S75 available upon Request
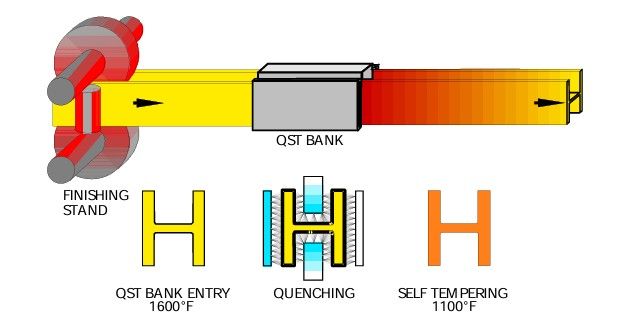
A913 steel sections are manufactured using a Thermo-Mechanical Controlled Rolling Process (TMCP) and a Quenching and Self-Tempering (QST) process to attain superior strength and weldability, while preserving the requisite ductility for contemporary structures. Notably, both processes seamlessly integrate into the production line, ensuring no extra lead time in comparison to alternative steel grades.
A913 achieves its heightened strength from additional grain refinement introduced during the QST process. In this method, hot steel sections (approximately 1600 F) are subject to swift, controlled cooling (quenching), which is halted before the cross-section's core is entirely affected. The residual heat within the core facilitates self-tempering as it migrates from the core to the surface.
This distinctive process sets A913 steel apart from other steels that rely on conventional alloying for strength enhancement. This enables A913 to uphold ductility and weldability characteristics that are at par with or even surpassing those of A992 steel. Consequently, engineers find A913 steel easy to integrate into their designs.
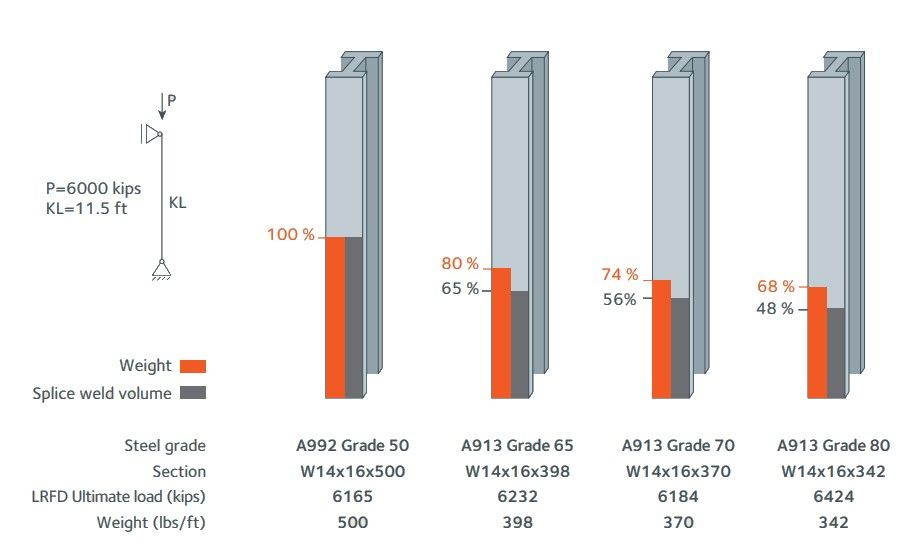
If a section is strength-controlled and exceeds a weight of approximately 100 lbs/foot, there is an opportunity to reduce both weight and costs by incorporating A913. In fact, the adoption of grade 80 in the design process can yield weight savings exceeding 30%, as illustrated.
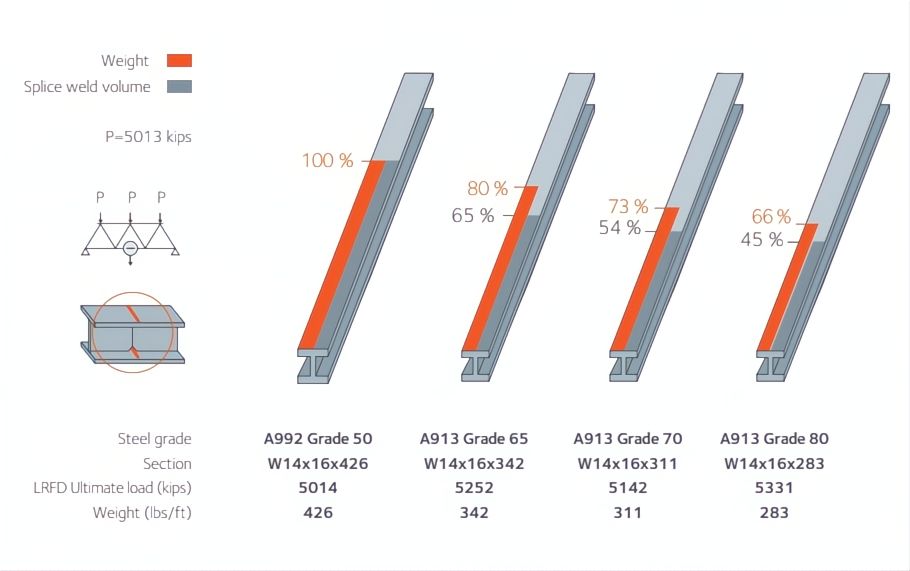
This weight reduction is particularly advantageous in heavily loaded structures, including high-rise buildings, stadiums, multi-story hospitals, laboratories, manufacturing facilities, and braced framed systems in seismic areas, among others. These projects often necessitate the use of the heaviest rolled shapes, sometimes surpassing the capacities of even the largest A992 rolled sections. The integration of A913 can mitigate the costs associated with the heaviest sections or eliminate the need for intricate fabrication solutions such as built-up columns or cover plates on rolled shapes.
Further, weight reduction has compounding benefits for the whole project. A smaller section with thinner webs and flanges results in less weld volume and fewer weld passes. In addition, smaller sections improve constructability by alleviating crane loads and simplifying erection procedures.
| Maximum Alloy Content in % | |||||
|---|---|---|---|---|---|
| A992 Gr 50 | A913 Gr 50 | A913 Gr 65 | A913 Gr 70 | A913 Gr 80 | |
| Carbon | 0.23 | 0.12 | 0.12 | 0.12 | 0.16 |
| Carbon Equivalent Value | 0.45-0.47 | 0.38 | 0.43 | 0.45 | 0.49 |
| Manganese | 0.5 to 1.6 | 1.6 | 1.6 | 1.6 | 1.8 |
| Phosphorus | 0.035 | 0.03 | 0.03 | 0.03 | 0.03 |
| Sulfur | 0.045 | 0.030 | 0.030 | 0.030 | 0.030 |
| Silicon | 0.4 | 0.4 | 0.4 | 0.4 | 0.5 |
| Copper | 0.6 | 0.45 | 0.45 | 0.45 | 0.45 |
| Nickel | 0.45 | 0.25 | 0.25 | 0.25 | 0.25 |
| Chromium | 0.35 | 0.25 | 0.25 | 0.25 | 0.25 |
| Molybdenum | 0.15 | 0.07 | 0.07 | 0.07 | 0.07 |
| Columbium (Niobium)* | 0.05 | 0.05 | 0.05 | 0.05 | 0.06 |
| Vanadium | 0.15 | 0.06 | 0.08 | 0.09 | 0.10 |
*Columbium and Niobium are interchangeable names for the same element
A913 steel exhibits superior welding characteristics compared to A992 steel. Its strength, derived from the QST process rather than alloying elements, translates to lower carbon and carbon equivalent values compared to A992.
This attribute of A913 results in enhanced resistance to cracking and reduces or eliminates the need for preheating the member prior to welding. The ability to weld without preheating represents a substantial cost-saving advantage for both fabrication and erection.
Effective with the release of AWS D1.1 2025, all grades of A913 steel are classified as prequalified base metals, thus streamlining the overall welding process. The corresponding prequalified minimum preheat temperatures can be found in the table below and here.

| Effective with release of AWS D1.1 2025 | |||
|---|---|---|---|
| Steel Thickness and Minimum Preheat Temperature, Deg. F | |||
| Thickness | A913 Gr 50 + Gr 65* | A913 Gr 70* | A913 Gr 80** |
| 1/8" to 3/4" | 32 | 32 | 32 |
| 3/4" to 1-1/2" | 32 | 32 | 50 |
| 1 1/2" to 2-1/2" | 32 | 32 | 150 |
| 2 1/2" | 32 | 150 | 225 |
*Steel must be welded with an electrode with a diffusible hydrogen content of 8ml/100g (H8) or less. If ambient temperature drops below 32 degrees F or less, a minimum preheat of 70 degrees F is required. Prequalified options for welding these steels with non hydrogen-controlled electrodes are also available.
**Steel must be welded with an electrode with a diffusible hydrogen content of 4ml/100g (H4) or less. If ambient temperature drops below 32 degrees F or less, a minimum preheat of 70 degrees F is required.
Unlike A992, Charpy V-Notch (CVN) testing of A913 is not a supplementary requirement. The A913 specification includes a minimum CVN absorbed energy value of 40 ft-lbf at 70°F for all sections in the standard flange location.
Upon agreement, A913 sections meeting a CVN requirement of 20 ft-lbf at 70°F at the alternate core location (S30) can be provided. This value is required by AISC 360 Section A3.1 for steel used in tensile applications featuring flange thickness exceeding 2 in., and AISC 341 Section A3.3 for steel used in seismic force resisting systems featuring flange thicknesses exceeding 1-1/2 in.
For information on capabilities for other CVN test requirements, including cold weather applications, please contact us.

A913 steel has been an approved material specification by AISC since 1995. This acceptance was first reflected in the 1999 version of AISC 360. Today, all A913 grades are included in the AISC 360 specification as approved materials and can be used with the same phi factors and design limits as any other material in the code.
A913 Grades 50, 65, and 70 are included in AISC 341 for specific applications. See “Seismic Applications” for further details.
A913 Gr. 50 can be used in any part of the seismic force resisting system (SFRS). In locations where inelastic behavior is expected to occur, Supplementary Requirements S75, maximum yield point to tensile strength ratio, needs to be indicated in the purchase order
A913 grades 65 and 70 can be used as column sections in the SFRS where the steel is not expected to yield, specifically in the following applications
- Braced Frame and Shear Wall Systems (AISC 341-22 Chapter F)
- Special Moment Frames (AISC 341-22 Chapter E3)
- Special Truss Moment Frames (AISC 341-22 Chapter E4)
- Composite Special Moment Frames (AISC 341-22 Chapter G3)
- Composite Ordinary Braced Frames (AISC 341-22 Chapter H1)
- Composite Special Concentrically Braced Frames (AISC 341-22 Chapter H2)
- Composite Eccentrically Braced Frames (AISC 341-22 Chapter H3)
Moreover, AISC 341 extends the possibility of using A913 in circumstances that fall outside of the above parameters, provided testing or rational criteria indicate minimal inelastic yielding of the columns.
A913 steel is an optimal choice for columns in seismic braced frames. In this context, the prevailing design approach aims to minimize inelastic yielding in columns during brace yielding under seismic events. This requirement imposes substantial strength demands on the columns. A913 Grades 65 and 70 offer an effective solution, enabling designers to fulfill these demands without resorting to the use of built-up members or reinforced sections.
In addition, A913 Gr. 65 and 70 can be used effectively as columns in moment frames utilizing reduced beam sections (RBS). The higher yield strength of A913 can help satisfy the “strong column-weak beam“ requirements, lower material weight and cost, strengthen connections, reduce or eliminate stiffeners in the panel zone, and reduce or eliminate doubler plates.
It's worth noting that that designers can incorporate A913 high-strength steel in gravity columns not influenced by the SFRS, thereby reducing the total dead load of the structure. This reduction becomes crucial in lessening the overall demand on the SFRS, leading to additional material savings throughout the entire structure.
All of ArcelorMittal's A913 shapes are produced at our Differdange mill in Luxembourg, which is equipped with our quenching and self-tempering (QST) technology The QST process used to produce A913 shapes is an in-line process, meaning the steel will not leave the production line to receive the treatment. As a result, it is an inherently efficient, performance-enhancing treatment method. Consequently, there is no difference in lead time by specifying A913 over a comparable A992 shape.
In addition, because QST is an in-line process, A913 will follow the same rolling schedule as A992. Therefore, if a shape is scheduled to be rolled, the customer can easily indicate what specification is desired. Further, most of our sections with A913 availability are rolled every 3-6 weeks, at minimum.
See our full list of A913 shape and grade availability here or refer to Product and Size Range page.
